The increasing amount of marine plastic waste poses challenges including, not only the collection, but also the subsequent recyclability of the plastic. An artificial accelerated weathering procedure was developed, which modelled the marine environment and investigated the recyclability of weathered and non-weathered PET. Marine conditions were simulated for poly(ethylene terephthalate) (PET) bottle material and high-density polyethylene (HDPE) cap material. It consisted of 2520 h cyclical weathering, alternating the sample between a salt spray and a Xenon-chamber—this corresponds to roughly 3–4 years on the surface of an ocean.
It was proved that the molecular weight of PET is a function of weathering time and can be described mathematically. Microscopic examination of the surface of the PET bottles and HDPE caps proved that these surfaces were damaged. After weathering, manufacturing tests were performed on the PET material by extrusion, injection moulding, 3D printing and thermoforming. Quantitative comparison between products manufactured by the same technology was performed in order to compare the qualities of products made from original PET, non-weathered PET waste, which was the example of classical recycling, and weathered PET. In the case of products made from weathered PET, certain mechanical and optical properties (e.g. impact strength and transparency) were significantly impaired compared to the original PET and the recycled, non-weathered PET. Certain other properties (e.g. strength and rigidity) did not change significantly. It was proved that the samples from weathered plastic material can be successfully recycled mechanically and used to manufacture plastic products.
“Plastics are important because they are needed for sustainable development and they have properties that other materials do not have. Instead of banning them, we should use them responsibly where they are needed to improve the quality of our life, prevent a climate catastrophe and, if necessary, to stop the spread of contagious diseases – including now the coronavirus!”
The own constructed horizontal separator: (1) bearinghousing; (2) welded frame; (3) soluble coupling; (4) shaft of 18 mm diameter; (5) three separation tanks of 82.5 mm outer diameter; (6) clamping anchors; (7)connection to AC motor
In the past three decades the usage of the polymers was continuously increased. The production of plastics materials has increasedabout 5% annually. As a consequence the amount of polymer waste stream arise too, especially the municipal solid waste. Despite of polymers durability morethan half of them are discarded every year, so it is necessary to deal with recycling polymer waste because of social pressure and environmental aspect.
Primarily it is needed to avoid the formation of polymer waste. At the recycling process the following options can be obtained:(i) reuse, when products are washed and renewed if it is needed, after it canbe used for similar purposes, (ii) recycling process, where waste are collectedand separated into polymer type in order to achieve an appropriate quality at recycled plastics, thereafter the fractions are grinded and granulated for further processing, (iii) heat recovery when polymer waste is burned to recovery thermal energy, (iv) disassemble polymers to monomers with biologicalor chemical procedures. If the recycling is not possible or not economically profitable (v) polymer waste can be disposed into landfills without any utilization of the material. It is necessary to select to correct recycling methods take into account which causes the minimum environmental impact.
Because the processing temperature, density and physical characterisation are different at all polymer materials, they are usually not compatible with each other, so it would be desirable to separate the waste fraction with high effectiveness. Processing the whole waste streamat same time results low quality product, which called ‘downcycling’. At separation, the fine purity of waste component is the most important condition to produce good quality products. When the polymers are washed and separated from each other, and at manufacturing is added further additives – like fibre reinforcement or chemical agents -, it could be possible to produce higher quality product than the virgin material which is called ‘upgrading’ or ‘upcycling’ process.
As it is currently known separate mixed polymer waste is difficult in just one step to achieve the required purity. For example, the grade of PP and PE from waste should be better than 97% to suitable for manufacturing on high level [16]. At industrial processes for this purpose usually multi-steps separation methods applied. It is also complicated to separate mixed plastic waste from each other with slight differences in density – such as PET and PVC mixtures – by simple, commondensity-based separation technologies
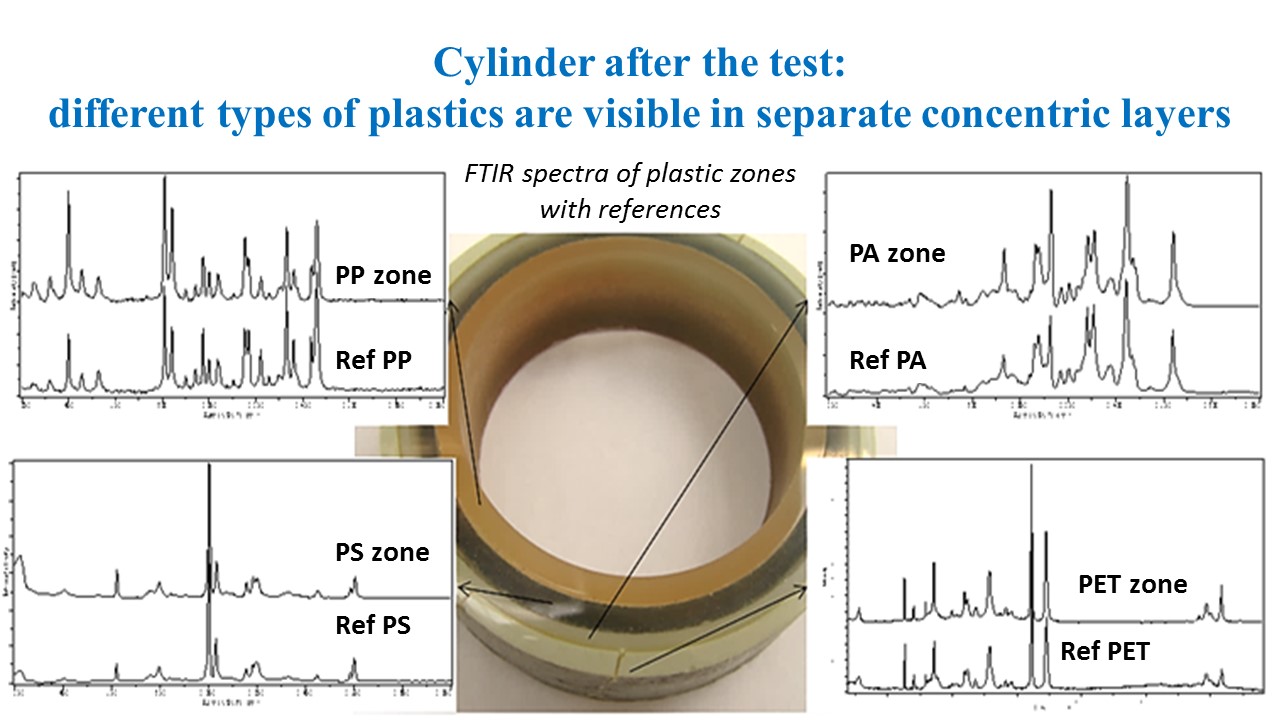
In our research a novel separation device was built and tested, to separate polymers from each other in high purity. The equipment utilizes centrifugal force to separate the fractions in a melted state. After the separation in the centrifugal force field, owing to the difference of density of PET, PP, PS and PA four high purity fractions were established in the samples, where the outer zone consisted of PET (with highest density), and PP (with lowest density) formed the inner layer. The results show that the developed equipment is suitable not only for separating dry blended mixtures of PET/LDPE into pure components again, but also for prefabricated polymer blends or mixtures. Hence, this was the first time it was possible to separate two different plastics into neat fractions in a melted state with the developed equipment. This polymer blend separation process is completely different, faster and more environmentally friendly technology than using solvent agents. With this process it may become possible, during the recycling process, to recover the pure polymer substances from products, which were manufactured from several polymer substances at the same time.